實現(xiàn)高產能目標
自動車床的主要用途是自動連續(xù)加工及大量生產��,因此以縮短加工時間成為最重要的目的�����。(生產量直接關系到用戶的收入)��。
因為切削時間依靠加工條件及機械特性�,所以要點就是“縮短非切削時間”及“多系統(tǒng)同時加工”�,因此在自動車床加工中通常采用多軸多系統(tǒng)的NC,目的是為通過分散工程�����,同時加工縮短加工時間����,實現(xiàn)高產能 。
下面來介紹幾個多軸多系統(tǒng)的功能應用
01多系統(tǒng)等待顯示程序編輯
在滿足以下條件時���,在編輯畫面按[同步顯示] 菜單��,則將左右編輯區(qū)的程序切換為在等待符號位置同步的顯示��。從而實現(xiàn)雙系統(tǒng)程序編輯時更加便捷����。
◇ 參數“#1285 ext21(bit0) 多系統(tǒng)程序管理”為ON;
◇ 顯示方式為“多程序顯示方式”��;
◇ 在左右編輯區(qū)顯示NC 內存中不同系統(tǒng)的同名程序���;
◇ 等待符號包含“!”����、參數(#1310�、#1311) 設定的等待M 代碼、定義文件中設定的MSTG 代碼( 由機床制造商創(chuàng)建)����,可同時使用。
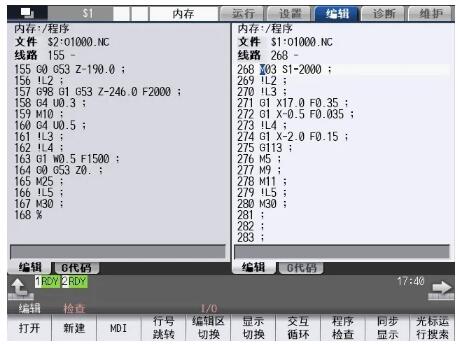
圖1 無同步顯示
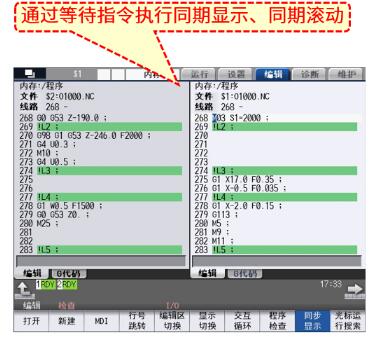
圖2 同步顯示后
讓我們觀看小視頻進一步了解該功能
02暫停/輔助功能時間倍率
執(zhí)行倍率時也保持系統(tǒng)間的動作時間關系���。
即使對暫停時間�����、輔助功能完成等待時間也可執(zhí)行倍率����。
優(yōu)點:通過倍率變更�����,防止機械干渉,即使變更倍率也保持系統(tǒng)間的同期���,從而降低機械干渉的風險。
※通過參數選擇功能的有效/無效��。
我們通過下面例子來說明:
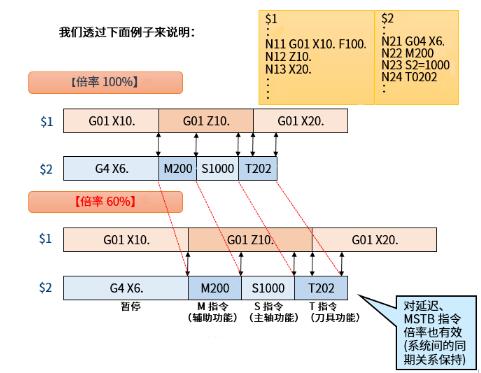
圖3 暫停/輔助功能時間倍率程序例
通過下面視頻可以更直觀地了解該功能
03平衡切削
使雙系統(tǒng)間刀具同期執(zhí)行加工(各程序段等待模式)�����。
優(yōu)點:提高細長工件的車削加工精度���,抑制車削加工時的彎曲�����,可實現(xiàn)更高精度的加工���。
舉例說明:
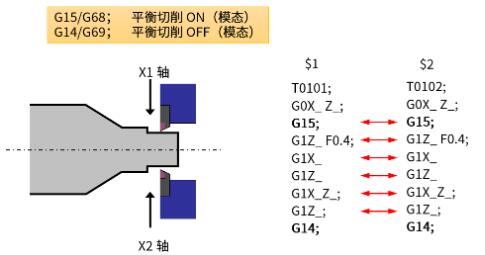
圖4 平衡切削程序例
04雙系統(tǒng)同時螺紋切削
雙系統(tǒng)可同時執(zhí)行螺紋切削循環(huán)。
優(yōu)點:可縮短循環(huán)時間���。
通過同時在1個工件的多個位置執(zhí)行加工�,從而縮短循環(huán)時間。
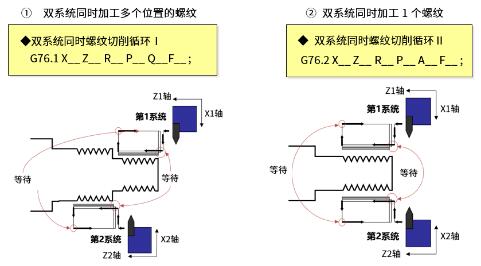
圖5 雙系統(tǒng)同時螺紋切削
最后讓我們來看一個實際加工的雙系統(tǒng)同時螺紋切削以及平衡切削的小視頻��。
結語
通過對于自動車床多軸多系統(tǒng)功能應用介紹����,豐富了車床在加工功能上的應用,特別針對自動車床(走心機)機型��,以上功能的合理使用��,對于生產效率會有極大的增加從而提升整體性能���。具體功能詳情以及該功能在三菱電機CNC版本適用范圍����,請聯(lián)系三菱電機CNC授權代理商����。