VZ20系列驅(qū)動(dòng)部分供油
● VZ20在常規(guī)保養(yǎng)中,給機(jī)器供油非常重要,如果不按時(shí)供油���,或供油過程中出現(xiàn)問題�����,都會(huì)導(dǎo)致加工機(jī)潤滑系統(tǒng)出現(xiàn)故障�,潤滑系統(tǒng)故障會(huì)導(dǎo)致停機(jī)��,不僅耽誤生產(chǎn)�,還需要專業(yè)的維修人員恢復(fù)潤滑系統(tǒng),產(chǎn)生不必要的維修費(fèi)用���。
●下面就是供油過程中的注意事項(xiàng)����,以及供油方法���。圖1里4個(gè)圓圈處為供油位置�����,焊接和切割機(jī)型的供油方式相同����。
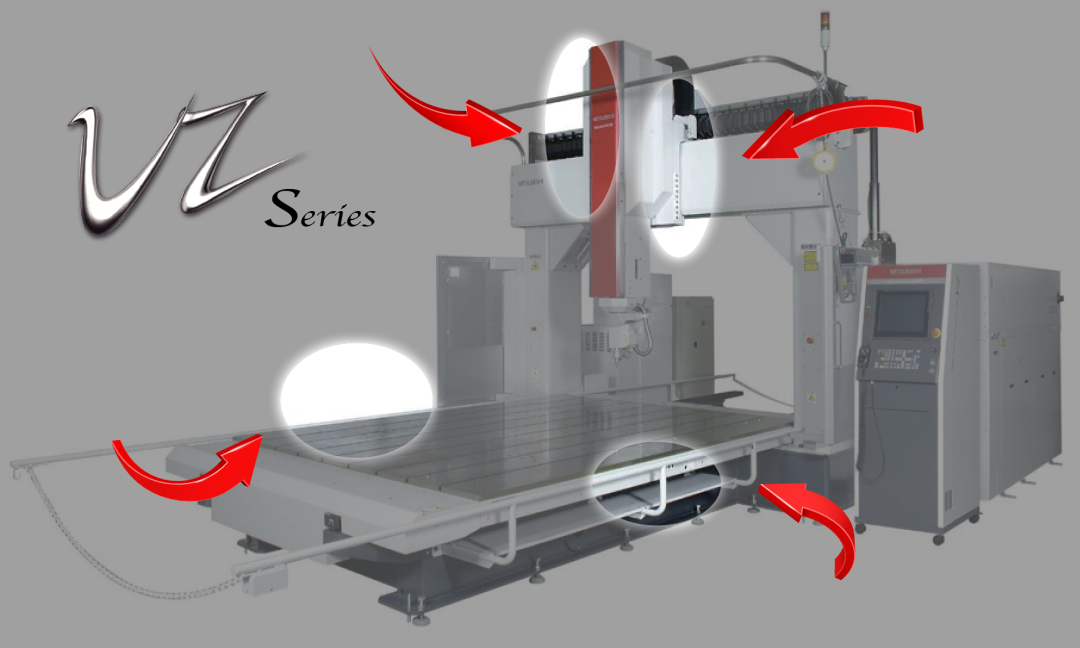
圖片1
01 VZ20系列供油方法
● 要使用的油品是2號(hào)黃油,北方地區(qū)建議使用0號(hào)黃油�����,2號(hào)黃油比0號(hào)要稠一些����,北方地區(qū)冬季比較冷2號(hào)黃油會(huì)變得更稠一些潤滑效果會(huì)下降。還要使用專用的油槍工具進(jìn)行供油操作�。圖2專用油槍,圖3使用方法���。

● 供油間隔時(shí)間請(qǐng)按照加工機(jī)自主檢查畫面中提示操作���。或者按照建議時(shí)間���,24小時(shí)生產(chǎn)時(shí)一周供油一次�,12小時(shí)生產(chǎn)時(shí)兩周供油一次����,如果長時(shí)間不生產(chǎn)每隔半年也要供油一次,防止黃油干枯變硬堵塞供油管路���。
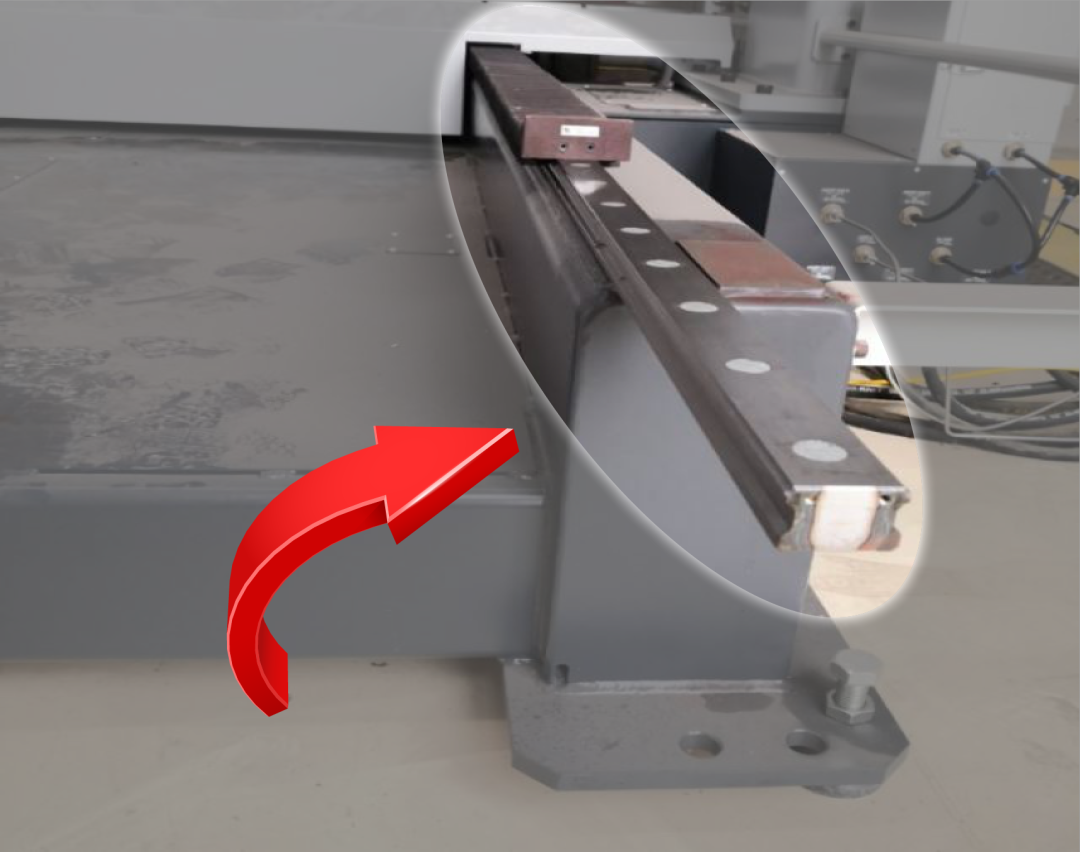
● X軸Y負(fù)方向有4個(gè)部位需要供油�。首先X軸必須回到原點(diǎn)位置�����,再進(jìn)行供油操作���。圓圈處是X軸絲桿供油部位�,只有X軸在原點(diǎn)位置打進(jìn)的油才能到達(dá)絲桿部位進(jìn)行潤滑���,如果不在X軸原點(diǎn)位置打油�����,打進(jìn)油就會(huì)漏掉到鈑金處起不到潤滑效果�����,此處打油20次����,其余3處打油各3次即可。在使用油槍打油時(shí)���,右手進(jìn)行打油動(dòng)作時(shí)能感覺到有一定的壓力感���,如果沒有壓力感,油槍里面可能有空氣沒有排出���,繼續(xù)進(jìn)行打油動(dòng)作直到有壓力感才算打油一下�,如果沒有壓力油是沒有打進(jìn)潤滑部位的���。圖4是X軸Y負(fù)方向供油位置�����。

圖片4
● X軸Y正方向供油處只有3個(gè)部位需要供油����,每個(gè)部位各打油3次即可����。圖5是X軸Y正方向供油位置。

圖片5
● Z軸供油位置有9個(gè)部位需要供油,圓圈處使用油槍打油8次�����,其余8個(gè)部位分別打油3次即可�。圖6是Z軸供油位置����。

圖片6
● Z軸處減速機(jī)齒輪齒條供油,此處每隔半年供油一次就可以�,使用小工具取黃油均勻涂抹少許在齒輪齒條上即可。圖7圓圈處齒輪齒條涂抹黃油�����。
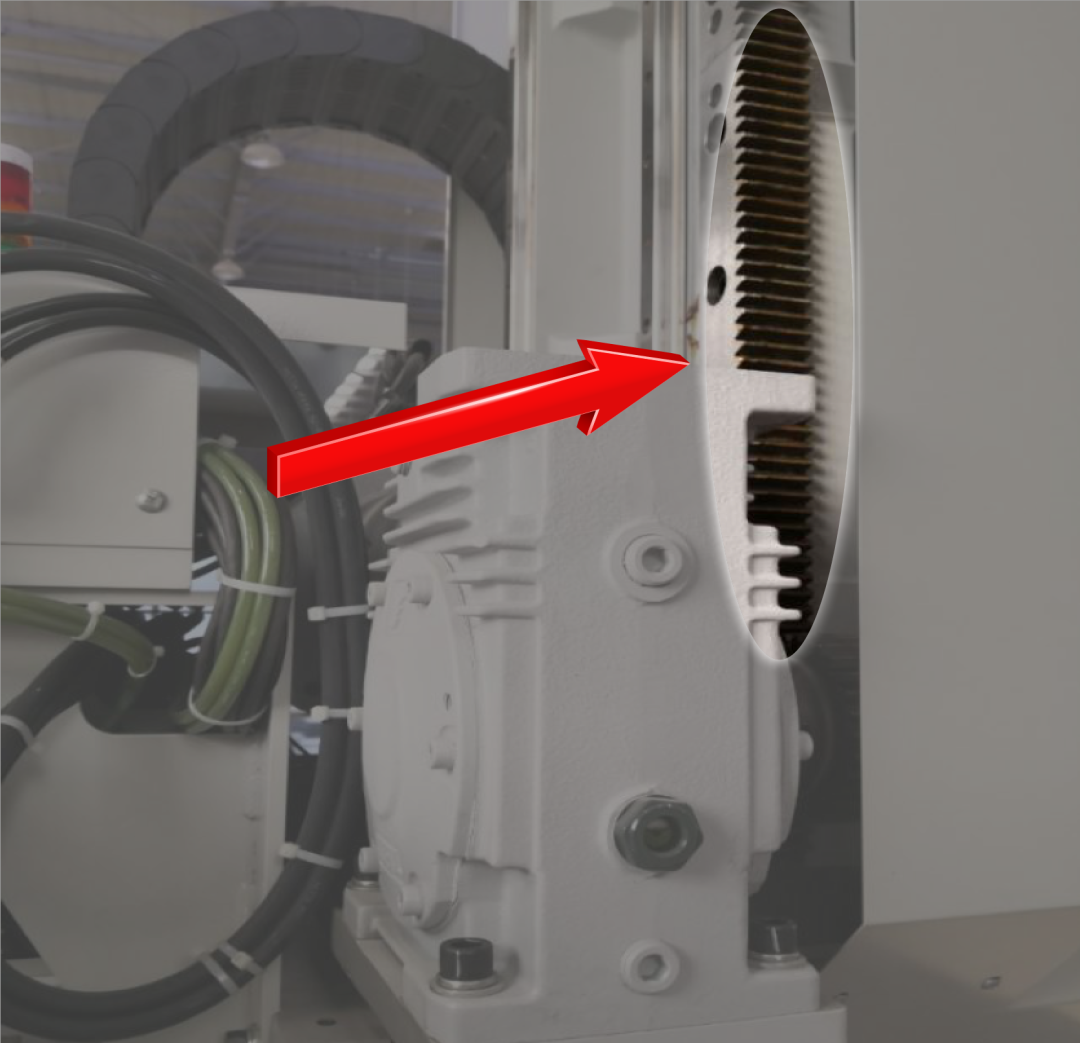
圖片7
02 VZ20系列供油注意事項(xiàng)
● 在供油后會(huì)出現(xiàn)圖8圓圈處的現(xiàn)象����,這是Z軸直線導(dǎo)軌,新的油打進(jìn)去后�,廢舊的油就會(huì)被排擠出來,要定期清理才能起到最佳潤滑效果�����。Z軸直線導(dǎo)軌有兩處需要清理��。
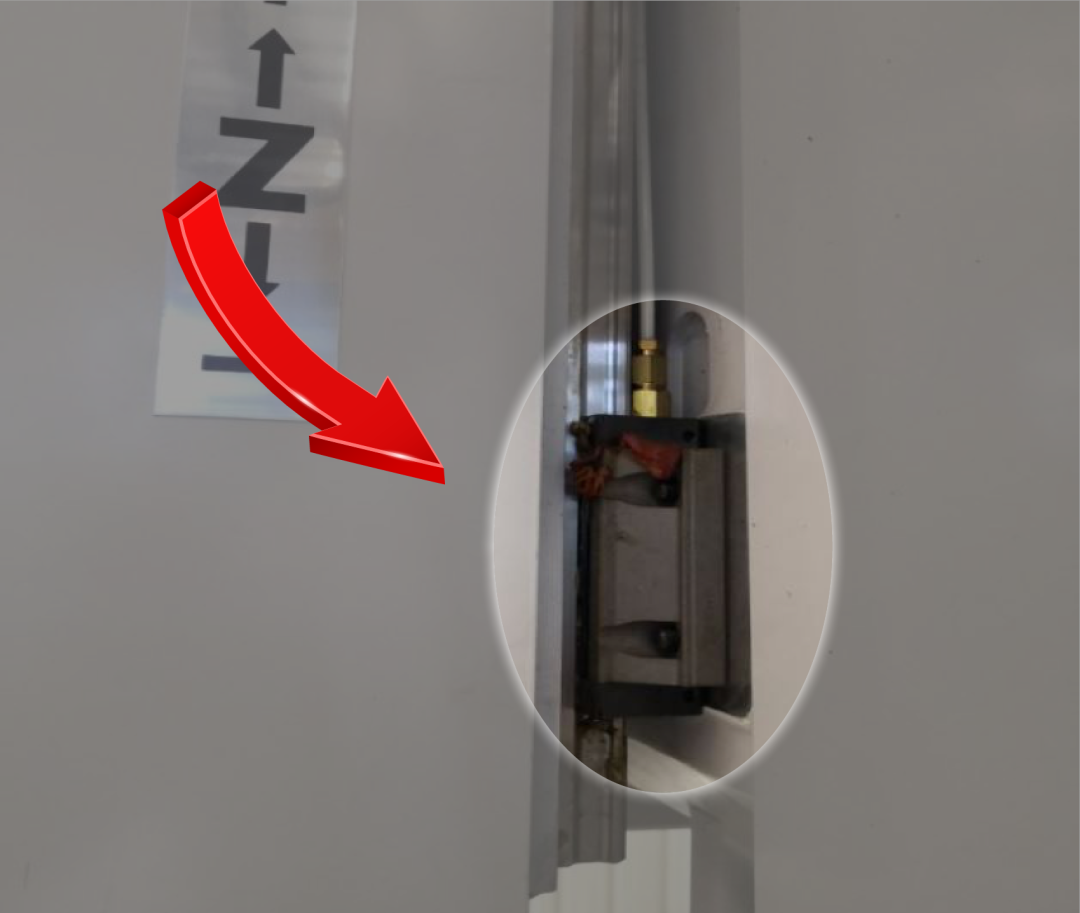
圖片8
● X軸直線導(dǎo)軌也會(huì)殘留廢舊的潤滑油,使用螺絲刀拆掉圖9圓圈處防塵罩后再去清理���。X軸直線導(dǎo)軌油4處分別都要進(jìn)行清理�。
● 潤滑系統(tǒng)是加工機(jī)重要組成部分之一��,如果潤滑系統(tǒng)出現(xiàn)故障���,會(huì)對(duì)加工機(jī)造成不可逆的傷害���,所以潤滑系統(tǒng)至關(guān)重要。
圖片9
VZ20系列驅(qū)動(dòng)部分供油視頻詳解
VZ20系列驅(qū)動(dòng)部分供油
● 以上供油方法是本期內(nèi)容�����,希望在今后可以幫助到您���,如有以上相關(guān)問題及建議時(shí)��,我們期待您的聯(lián)系���。