傾斜面加工中三維手動(dòng)進(jìn)給
隨著產(chǎn)品加工的多樣化����,越來(lái)越多的客戶使用搖籃式轉(zhuǎn)臺(tái)進(jìn)行加工零件。但在轉(zhuǎn)臺(tái)坐標(biāo)旋轉(zhuǎn)后����,執(zhí)行手動(dòng)進(jìn)給移動(dòng)軸時(shí)軸還是按照坐標(biāo)未旋轉(zhuǎn)時(shí)的方向移動(dòng)。
使用三菱電機(jī)數(shù)控系統(tǒng)三維手動(dòng)進(jìn)給功能�����,能夠在坐標(biāo)旋轉(zhuǎn)后按照旋轉(zhuǎn)后的坐標(biāo)移動(dòng)方向使軸移動(dòng)(圖1)�。
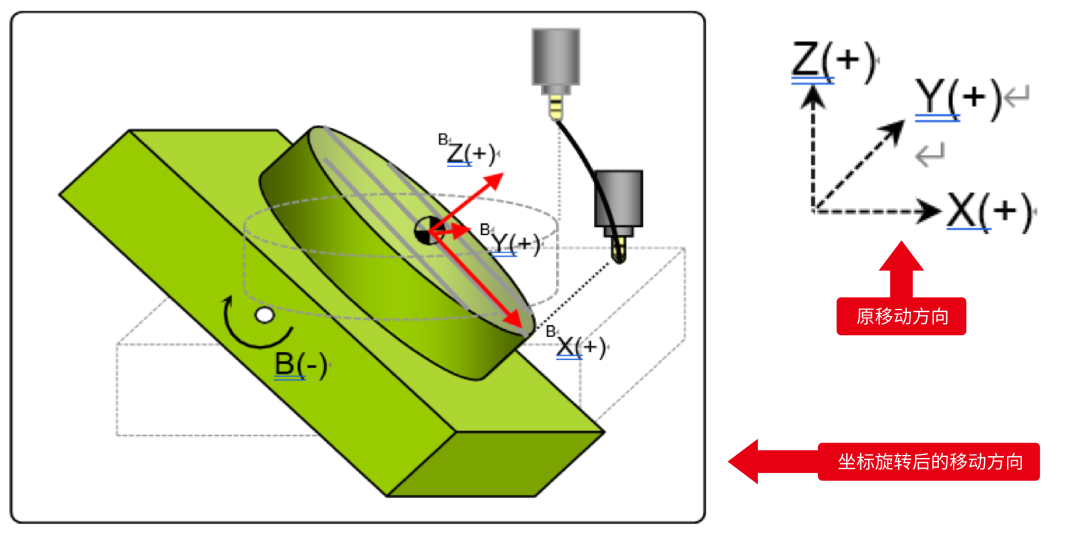
圖1
三維手動(dòng)進(jìn)給功能
本功能使用以下三種機(jī)構(gòu):
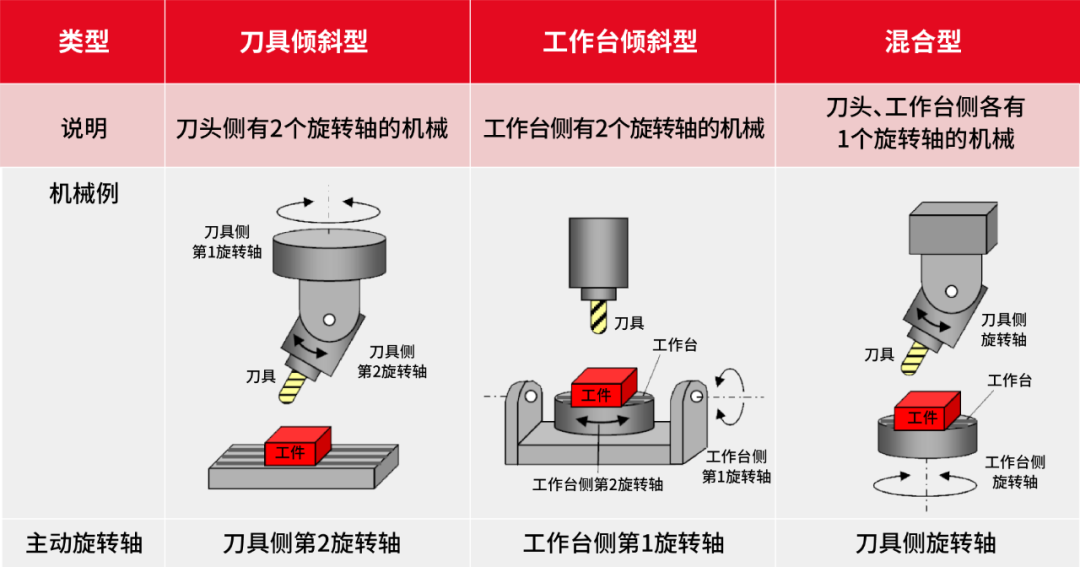
圖2
啟用該功能的要求,必須全部滿足以下條件:
?����、?接通需要旋轉(zhuǎn)的坐標(biāo)系PLC信號(hào)及手輪信號(hào)(圖3)。

圖3
?��、?組合式5軸4聯(lián)動(dòng)加工機(jī)��。
③ 參數(shù) #1450 5axis_Spec/bit3 設(shè)置為 1(旋轉(zhuǎn)方向參數(shù)規(guī)格切換)����。
④ 安裝的非 ISO 極性的旋轉(zhuǎn)軸的旋轉(zhuǎn)方向設(shè)置為“左旋螺紋方向”(圖4)(#7923 DIR_T1�、#7933 DIR_T2、#7943 DIR_W1�����、#7953 DIR_W2 =1)����。
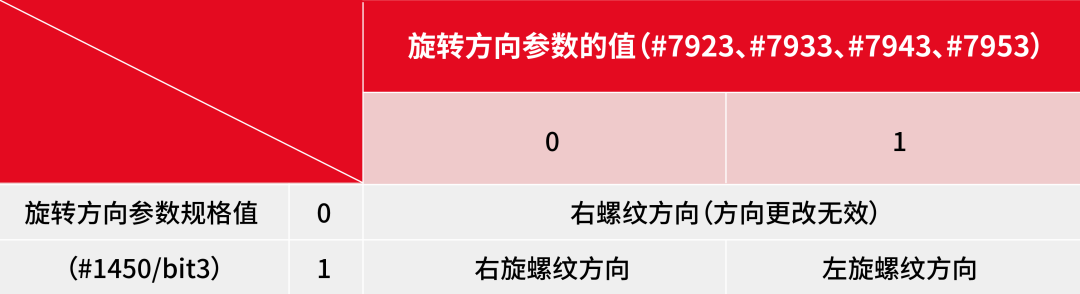
圖4
使用三維手動(dòng)進(jìn)給當(dāng)全部滿足以下要求:
① 必須設(shè)置旋轉(zhuǎn)軸參數(shù)(#7900~~)�����,且旋轉(zhuǎn)軸配置參數(shù)#7912 NO_MANUAL為 0(啟用三維手動(dòng)進(jìn)給)��。
② 選擇點(diǎn)動(dòng)���、增量或手輪模式 ���。
③ 選擇假設(shè)坐標(biāo)系�,或選擇刀具中心點(diǎn)旋轉(zhuǎn) 。
?��、?該狀態(tài)不是禁用軸移動(dòng)的狀態(tài)之一�,例如警報(bào)�����、手動(dòng)聯(lián)鎖和坐標(biāo)軸已達(dá)到軟限制�。
注意事項(xiàng)
如果當(dāng)#1450 5axis_Spec/bit3設(shè)置為1(旋轉(zhuǎn)方向參數(shù)規(guī)格切換)且旋轉(zhuǎn)方向參數(shù)設(shè)置為“左旋螺紋方向”(#7923 DIR_T1、#7933 DIR_T2����、#7943 DIR_W1、#7953 DIR_V2=1)時(shí)���,嘗試在非組合式機(jī)器中進(jìn)行三維手動(dòng)進(jìn)給�����,輸出操作警報(bào)“M01無(wú)效軸配置0186”�。
關(guān)于三菱電機(jī)自動(dòng)化(中國(guó))有限公司
作為全球自動(dòng)化領(lǐng)域的領(lǐng)導(dǎo)廠商,三菱電機(jī)以其優(yōu)秀的自動(dòng)化產(chǎn)品和技術(shù)服務(wù)于全球各行業(yè)用戶�����。在中國(guó)����,三菱電機(jī)的PLC��、變頻器��、伺服�、CNC、低壓電器���、工業(yè)機(jī)器人�、加工機(jī)等產(chǎn)品運(yùn)行在各行各業(yè)��,e-F@ctory智能制造解決方案構(gòu)建出智能化工廠的框架并落地實(shí)施�����,為中國(guó)經(jīng)濟(jì)發(fā)展積極做出貢獻(xiàn)。
更多請(qǐng)?jiān)斠?jiàn)網(wǎng)站:https://www.mitsubishielectric-fa.cn/