|
維控LEVI-777A與LX2N-60MT在自動(dòng)排板線上的應(yīng)用

一、項(xiàng)目說明
隨著木工行業(yè)的發(fā)展�,效率低,不經(jīng)濟(jì)的人工作業(yè)逐漸被自動(dòng)化所替代,自動(dòng)排板線的出現(xiàn)使得木工廠在節(jié)省人工成本的同時(shí)�,也大大提高了生產(chǎn)效率,本文將介紹維控LEVI-777A與LX2N-60MT在自動(dòng)排板線上的應(yīng)用��。
二�、觸摸屏組態(tài)程序設(shè)計(jì)
首先是觸摸屏組態(tài)程序的介紹:1.監(jiān)控畫面

監(jiān)控畫面包含了各個(gè)Y輸出的實(shí)時(shí)監(jiān)控,這可以讓用戶直觀的看到機(jī)器正在運(yùn)行的階段�,便于用戶觀察監(jiān)控機(jī)臺(tái);另外木板計(jì)數(shù)部件也在此畫面顯示與設(shè)置�。
2.參數(shù)設(shè)置畫面
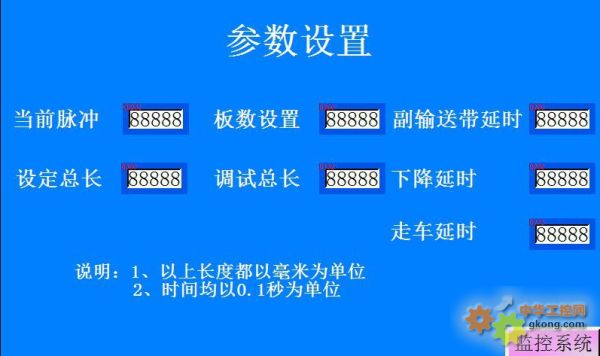
參數(shù)設(shè)置畫面,主要是對(duì)板的長度����,板的數(shù)量,以及主要?jiǎng)幼餮訒r(shí)時(shí)間的設(shè)定�;長度單位為mm,時(shí)間單位為100ms��;畫面簡(jiǎn)潔明了,操作方便����。
三、PLC程序設(shè)計(jì)
其次是PLC程序的開發(fā):自動(dòng)排板線最重要的就是對(duì)于木板長度計(jì)算以及升降臺(tái)及其走車對(duì)木板輸送的邏輯控制��。
板長度的計(jì)算是運(yùn)用編碼器脈沖計(jì)數(shù)�,從而確定板的長度;升降臺(tái)以及切刀運(yùn)用的是液壓電磁閥�����,通過PLC的邏輯控制�,來控制電池閥的動(dòng)作順序,從而通過液壓來控制切刀與升降臺(tái)動(dòng)作����;最后是板輸送的環(huán)節(jié),通過PLC邏輯控制來實(shí)現(xiàn)�,其中主輸送帶,副輸送帶���,以及走車分別通過三個(gè)變頻器來來控制正轉(zhuǎn)���,反轉(zhuǎn)��,急停��,以及多段速�����。
1.長度的算法

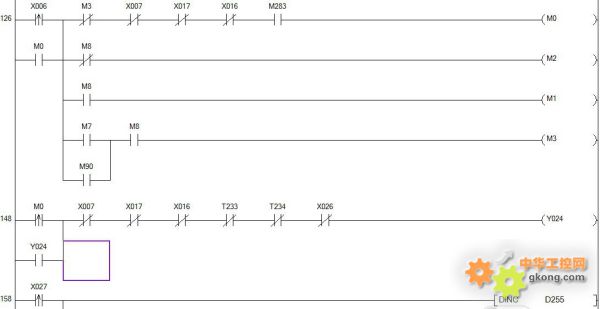
2.邏輯控制
四、總結(jié)
對(duì)于木工行業(yè)����,自動(dòng)排板線在目前市場(chǎng)上運(yùn)用廣泛,市場(chǎng)需求很大��。原來的木工廠需要大量人工才能達(dá)到生產(chǎn)要求���,然而其生產(chǎn)效率卻不能滿足市場(chǎng)的需求�����。隨著自動(dòng)排板線的出現(xiàn)��,取而代之的是更少的人工投入����,以及更高的生產(chǎn)效率。維控觸摸屏以及PLC在木工機(jī)械上的運(yùn)用成功�,市場(chǎng)反饋良好,對(duì)于木工行業(yè)來說���,是個(gè)非常好的選擇���。
|

