|
һ����ˇҪ��
�͑�ʹ���_�_DVPС�c��(sh��)PLC�����ŷ������������С�c��(sh��)PLC����ָ���ȫ�]�мӜp�ٕr�g�Ĺ�������ŷ�늙C�Ć�ͣ���ܿ������������w�F(xi��n)��������ʹ���҂�����һ�����ǁ폛�aPLCָ��IJ���������ǁ����õĿ����ŷ�늙C�_������Ŀ���Ч����
��������ԭ��
ʹ��HMI���_���M�г����_������Ŀ��
��������
LEVI430T�|����
��������a��ˇ
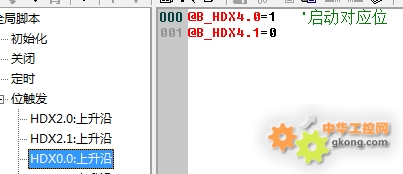
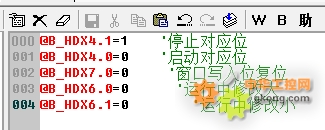
1.����ֹͣ����һ�����ٶ��_���O�����l����������\���^�������l�������\���l��������׃
ͨ�^�_���팍�F(xi��n)�������ͣ���λ���o����քeʹ���������������Ӳ�ͬ��λ�������

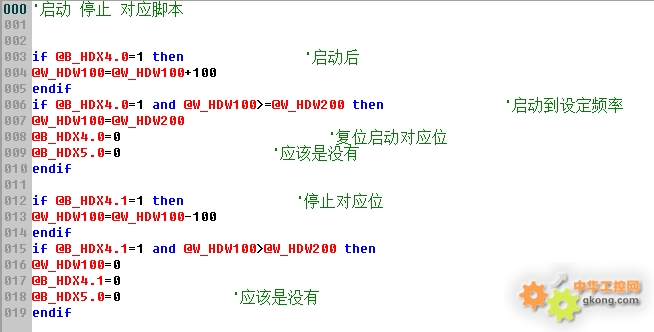
�����O��ֵ�Č��r�����������Д�
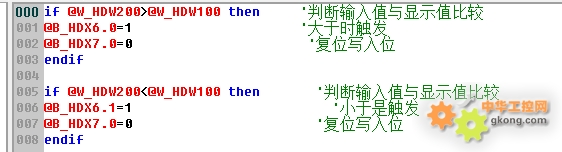
2.�������������pС���o���F(xi��n)�O��ֵ�ĸ�׃���c���M�й̶���(sh��)ֵ�ļӜp������L���r��(sh��)ֵһֱ��׃
�_ʼ�r�c���c�L����(sh��)ֵ�Л_ͻ�������������˶��r�_�P���M�Ѕ^(q��)���������������r�gС��1����c�ӣ�����1�����m(x��)�Ӝp

�塢�{ԇ�ĵ�
���{ԇ�^����Ҫ���]�ø������o�������������ƌ����ľ�Ȧ���������������_�����M���\���������������x�İ��o�_�P���\���^�����в��ܝM��l���������ԑ����o����Ȧ���M�п���
�M��l���������ľ�Ȧ��0.
http://www.we-con.com.cn/
|

